Гаджеты
-
 1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии.
1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии. 1–3 декабря 2009 г. в г...
-
 10 Безумных гаджетов для отправки сообщений
10 Безумных гаджетов для отправки сообщений Стилус-насадка для носа — гаджет для тех, кто постоянно мечтал иметь лишний палец на лице...
-
 10 Безумных периферийных устройств для компьютера
10 Безумных периферийных устройств для компьютера Titan Sphere — продукт скоро разорившейся компании SGRL, неудавшаяся попытка сообщить новое слово в сфере джойстиков...
-
 10 Безумных японских изобретений
10 Безумных японских изобретений Раструбы для глазных капель разрешают совершенно верно прицелиться в глаз, в то время, когда необходимо его чем-то зака...
-
 10 Бесполезных органов человека
10 Бесполезных органов человека Существуют ли в действительности ненужные органы? Вряд ли кому-то захочется расстаться со своим аппендиксом , пока он е...
-
 10 Важнейших стадий развития персональных компьютеров
10 Важнейших стадий развития персональных компьютеров «Мать всех демонов», 1968 год...
-
 10 Вариантов будущего через тысячу лет
10 Вариантов будущего через тысячу лет Будущее с инопланетянами — почему бы и нет? Кое-какие уверены, что инопланетяне уже среди нас...
Немного интересного:
-
 Продолжение использования ископаемого топлива сведёт на нет методику радиоуглеродного анализа
Продолжение использования ископаемого топлива сведёт на нет методику радиоуглеродного анализа Английские учёные из Имперского колледжа Лондона подсчитали, что при продолжении активных выбросов в воздух продуктов сг...
-
 Измерены свойства примесей в структуре нанопроволоки
Измерены свойства примесей в структуре нанопроволоки Нанопроволоки из полупроводниковых материалов с диаметром в миллиардные доли метра содержит огромные возможности примене...
-
 Алферов и ридле поделили миллион
Алферов и ридле поделили миллион Фонд Глобальная энергия заявил лауреатов этого года. Ими стали представители русском и германской науки...
-
 Найдены два гена, формирующие память
Найдены два гена, формирующие память В маленького мозга мух дрозофил лежит замысел формирования воспоминаний, и исследователям совсем сравнительно не так дав...
-
 Российские ученые расшифровали ген белка, который поможет при тестировании лекарств
Российские ученые расшифровали ген белка, который поможет при тестировании лекарств Ученые красноярского Университета биофизики Сибирского отделения Русском академии наук (СО РАН) расшифровали неповторимы...
-
Гоночная модель — чемпион европы
18.03.2016
 В мире моделей
В мире моделей -
В начале 70-х годов перед советскими спортсменами-автомоделистами стояла задача: превышать двухсоткилометровый предел скорости в классе моделей 2,5 см3. Сейчас эту скорость освоили многие ведущие спортсмены. Резкий скачок случился в первой половине 70-ых годов XX века, в то время, когда в Течение сезона пара моделей превысили скорость 220 км/ч.
Это стало вероятно по большей части благодаря переходу к новой трехканальной использованию продувки и системе двигателя резонансных труб на выпуске. Мощность двигателя возросла до 0,8—0,9 л. с. Это, со своей стороны, предъявило к моделям новые требования. Такую мощность нужно мочь применять. Бывали случаи, когда при выходе мотора на рабочие обороты модель теряла сцепление с кордовой дорожкой, колеса начинали буксовать и скорость быстро падала.
Дабы обеспечить высокую скорость модели, на данный момент используют улучшенную подвеску ведомого и ведущего мостов, и гасители колебаний (демпферы). Увеличилась протяженность моделей. Стремясь уменьшить мидель, многие моделисты убрали ведомые а также ведущие колеса в корпус. Модель получила более обтекаемые формы.
Сейчас мы знакомим с моделью, которая прекрасно зарекомендовала себя как на внутрисоюзных, так и на интернациональных соревнованиях.
На чемпионате Европы 1973 года в городе Канфенхардте (ФРГ) она заняла первое место и установила всемирный рекорд 220,426 км/ч. Модель отвечает всем современным требованиям и еще не исчерпала всех собственных возможностей.
При предстоящей работе на ней возможно добиться более высоких результатов.
Ниже приводятся краткие технология изготовления и технические данные модели отдельных узлов.
Вес модели — 1150 г.
Протяженность — 450 мм.
База — 248 мм.
Высота — 75 мм.
Ширина колеи — 70 мм.
Двигатель самодельный, трехканальный, с резонансной трубой.
Несущая часть корпуса модели (поддон) отлита из алюминиевого сплава АЛ-19.
Данный сплав прекрасно обрабатывается и дает ровную блестящую поверхность. Он владеет высокими механическими особенностями. Модель для отливки сделана из липы с соблюдением линейных припусков и углов на предстоящую механическую обработку.
Литье производилось в почву. Особенное внимание нужно обратить на фрезерование базисных поверхностей для крепления двигателя и ведущего моста. Эта работа производится с одной установки ее на станке, в другом случае вероятны перекосы, что приведет к лишним механическим утратам при передаче упрочнения на колеса.
Ведущий мост представляет собой понижающий конический редуктор. Он оснащен подвеской маятникового типа. Роль амортизатора делает цилиндрическая пружина O 8 мм, навитая из проволоки O 0,8 мм. Пружина помещена в металлические чашки.
Амортизаторы ведущего и ведомого мостов действуют подобно.
Редуктор — самый сложный агрегат, и от того, как совершенно верно он выполнен, сильно зависит конечный итог, продемонстрированный моделью. Корпус редуктора несет громадные радиальные И боковые нагрузки, исходя из этого его направляться делать из стали либо материала, не уступающего ей по прочности, к примеру сплавов титана.
Корпус складывается из двух половин. Плоскость разъема проходит по осям подшипников. Такая конструкция редуктора весьма удобна для доводки и сборки. При изготовлении корпуса редуктора сперва делаются две заготовки однообразной толщины. Сопрягающиеся плоскости шлифуются либо притираются, после этого в них сверлятся отверстия под направляющие шпильки O 2 мм и винты М3. Затем в одну половину запрессовываются шпильки, в другую они должны входить с легким упрочнением.
После этого нарезается резьба под стягивающие болты, и обе заготовки свинчиваются. В то время, когда они скреплены, возможно приступать к расточке гнезда под подшипники, делаемой на токарном станке. Для этого одна из боковых поверхностей принимается за базисную и выставляется по индикатору.
")
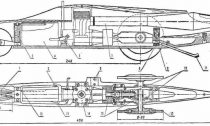
Модель в сборе:
1 — качалка ведомого моста, 2 — амортизатор ведомого моста, 3 — заправочное отверстие с резьбовой- пробкой, 4 — топливный бак, 5 — остановочное приспособление, 6 — отверстия и паз крепления кордовой планки, 7 — резонансная труба, 8 — ограничитель хода подвески (пористая резина), 9 — амортизатор ведущего моста, 10 — шестерни редуктора, 11 — твердосплавная напайка, 12 — ведущее колесо, 13 — разрезные конусные втулки, 14 — двигатель (собственной конструкции), 15 — питающая трубка, 16 — дренажная трубка, 17 — переднее колесо с вваренным диском.
Отклонение индикатора должно быть не более 0,01 мм. Плоскость разъема обязана совпадать с осью расточки, что также проверяется по индикатору. Расточку корпуса лучше затевать с торца редуктора, другими словами со стороны оси маленькой шестеренки.
После этого подробность разворачивают в патроне станка на 90° и выставляют по базисной поверхности по индикатору подобно прошлой операции, по окончании чего растачивают предварительное сквозное отверстие O 10 мм и гнездо под один подшипник. Гнездо под второй подшипник растачивают на оправке. Затем направляться просверлить отверстие под полуоси крепления редуктора к поддону и произвести выборку окна для шестерен, и уменьшить корпус редуктора.
Оси редуктора сделаны из стали 12ХН3А, термообработаны с последующей шлифовкой. Передача крутящего момента двигателя на редуктор производится через шариковый кардан. На одном финише малой оси сделан шар с отверстием, в которое запрессовывают шпильку O 3 мм.
В качестве последней возможно применять ролик от игольчатого подшипника длины и соответствующего диаметра. Распорные втулки на малую и громадную оси делают из стали. При изготовлении направляться обратить внимание на правильную подгонку их длины. В другом случае появляются громадные нагрузки на подшипники, что ведет к лишним механическим утратам.
Шестеренки, примененные в редукторе, имеют соответственно 14 и 27 зубьев. Передаточное отношение 1:1,93. Модуль шестерен — 1.0.
Изготовить такие шестерни возможно лишь в условиях производства. На осях шестерни крепятся при помощи разрезных конусных втулок, выточенных из бронзы Л-62. Такая посадка снабжает правильную и надежную установку шестерен.
Громадное внимание нужно выделить сборке редуктора. Оси предварительно притирают либо подгоняют небольшой шкуркой к подшипникам, так, дабы они садились на ось с легким упрочнением.
Гнезда подшипников также совсем притираются. Посадка в гнезда подбирается умелым методом. Используемые подшипники 5X13 и 6X15 весьма чувствительны к нагрузкам: излишний натяг может привести к их разрушению. Установленные в корпус редуктора оси должны легко вращаться.
Лишь затем возможно приступать к установке шестерен. Шестерни должны легко, без толчков и стука обкатываться с мельчайшим зазором. Громадный зазор между шестернями увеличивает их износ.
В. ПОПОВ, мастер спорта интернационального класса
Случайные записи:
Бокс. Чемпионат Европы-2017. Харьков. 91+ кг. 1/8. Виктор Выхрист, Украина — Дин Гардинер, Ирландия
Похожие статьи, которые вам понравятся:
-
20010,0,3500, (Окончание. Начало в № 5 и 11 ’02) Ракета-носитель «Союз У-2» с КК «Союз ТМ-12». В статье «Союз» — космический долгожитель»…
-
Спортивные результаты в классе гоночных кордовых моделей значительно растут из года в год. Возможно выделить три главных направления, в которых трудятся…
-
Радиоуправляемая модель вертолета
В последнее, время в авиационном моделизме широкое распространение взяли летающие модели, управляемые по радио, а также вертолеты. В первый раз такую…
-
Силовые установки моделей кораблей
БАЗЫ ПРОЕКТИРОВАНИЯ. Как мы знаем, любая самоходная модель, будь то модель самолета, корабля либо автомобиля, имеется машина, и, значит, существующие для…
-