Гаджеты
-
 1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии.
1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии. 1–3 декабря 2009 г. в г...
-
 10 Безумных гаджетов для отправки сообщений
10 Безумных гаджетов для отправки сообщений Стилус-насадка для носа — гаджет для тех, кто постоянно мечтал иметь лишний палец на лице...
-
 10 Безумных периферийных устройств для компьютера
10 Безумных периферийных устройств для компьютера Titan Sphere — продукт скоро разорившейся компании SGRL, неудавшаяся попытка сообщить новое слово в сфере джойстиков...
-
 10 Безумных японских изобретений
10 Безумных японских изобретений Раструбы для глазных капель разрешают совершенно верно прицелиться в глаз, в то время, когда необходимо его чем-то зака...
-
 10 Бесполезных органов человека
10 Бесполезных органов человека Существуют ли в действительности ненужные органы? Вряд ли кому-то захочется расстаться со своим аппендиксом , пока он е...
-
 10 Важнейших стадий развития персональных компьютеров
10 Важнейших стадий развития персональных компьютеров «Мать всех демонов», 1968 год...
-
 10 Вариантов будущего через тысячу лет
10 Вариантов будущего через тысячу лет Будущее с инопланетянами — почему бы и нет? Кое-какие уверены, что инопланетяне уже среди нас...
Немного интересного:
-
 Зарядка телефона с помощью чашки кофе
Зарядка телефона с помощью чашки кофе
«Epiphanylaboratories» создала нужное устройство называющиеся «EpiphanyOnePuck» (в противном случае говоря, легко «Шайб...
-
 Дети и боль
Дети и боль Электрические ритмы мозга оказывают помощь осознать, что ощущает младенец...
-
 Модуль «фила» выйдет из тени в марте
Модуль «фила» выйдет из тени в марте Модуль «Фила», остающийся в теневой территории кометы Чурюмова- Герасименко, возможно, сможет возобновить работу в марте...
-
 Секреты звезды алголь знали еще в древнем египте?
Секреты звезды алголь знали еще в древнем египте? Если вы обратите внимание на созвездие Персея, вы увидите необыкновенную звезду называющиеся Алголь, которую именуют дов...
-
 Что такое теория разума?
Что такое теория разума? Возвращаясь в тот период времени, в то время, когда вам было около 2 лет, вы осознаёте, что никаким разумом тогда и не в...
-
Гоночная модель — чемпион европы
18.03.2016
 В мире моделей
В мире моделей -
В начале 70-х годов перед советскими спортсменами-автомоделистами стояла задача: превышать двухсоткилометровый предел скорости в классе моделей 2,5 см3. Сейчас эту скорость освоили многие ведущие спортсмены. Резкий скачок случился в первой половине 70-ых годов XX века, в то время, когда в Течение сезона пара моделей превысили скорость 220 км/ч.
Это стало вероятно по большей части благодаря переходу к новой трехканальной использованию продувки и системе двигателя резонансных труб на выпуске. Мощность двигателя возросла до 0,8—0,9 л. с. Это, со своей стороны, предъявило к моделям новые требования. Такую мощность нужно мочь применять. Бывали случаи, когда при выходе мотора на рабочие обороты модель теряла сцепление с кордовой дорожкой, колеса начинали буксовать и скорость быстро падала.
Дабы обеспечить высокую скорость модели, на данный момент используют улучшенную подвеску ведомого и ведущего мостов, и гасители колебаний (демпферы). Увеличилась протяженность моделей. Стремясь уменьшить мидель, многие моделисты убрали ведомые а также ведущие колеса в корпус. Модель получила более обтекаемые формы.
Сейчас мы знакомим с моделью, которая прекрасно зарекомендовала себя как на внутрисоюзных, так и на интернациональных соревнованиях.
На чемпионате Европы 1973 года в городе Канфенхардте (ФРГ) она заняла первое место и установила всемирный рекорд 220,426 км/ч. Модель отвечает всем современным требованиям и еще не исчерпала всех собственных возможностей.
При предстоящей работе на ней возможно добиться более высоких результатов.
Ниже приводятся краткие технология изготовления и технические данные модели отдельных узлов.
Вес модели — 1150 г.
Протяженность — 450 мм.
База — 248 мм.
Высота — 75 мм.
Ширина колеи — 70 мм.
Двигатель самодельный, трехканальный, с резонансной трубой.
Несущая часть корпуса модели (поддон) отлита из алюминиевого сплава АЛ-19.
Данный сплав прекрасно обрабатывается и дает ровную блестящую поверхность. Он владеет высокими механическими особенностями. Модель для отливки сделана из липы с соблюдением линейных припусков и углов на предстоящую механическую обработку.
Литье производилось в почву. Особенное внимание нужно обратить на фрезерование базисных поверхностей для крепления двигателя и ведущего моста. Эта работа производится с одной установки ее на станке, в другом случае вероятны перекосы, что приведет к лишним механическим утратам при передаче упрочнения на колеса.
Ведущий мост представляет собой понижающий конический редуктор. Он оснащен подвеской маятникового типа. Роль амортизатора делает цилиндрическая пружина O 8 мм, навитая из проволоки O 0,8 мм. Пружина помещена в металлические чашки.
Амортизаторы ведущего и ведомого мостов действуют подобно.
Редуктор — самый сложный агрегат, и от того, как совершенно верно он выполнен, сильно зависит конечный итог, продемонстрированный моделью. Корпус редуктора несет громадные радиальные И боковые нагрузки, исходя из этого его направляться делать из стали либо материала, не уступающего ей по прочности, к примеру сплавов титана.
Корпус складывается из двух половин. Плоскость разъема проходит по осям подшипников. Такая конструкция редуктора весьма удобна для доводки и сборки. При изготовлении корпуса редуктора сперва делаются две заготовки однообразной толщины. Сопрягающиеся плоскости шлифуются либо притираются, после этого в них сверлятся отверстия под направляющие шпильки O 2 мм и винты М3. Затем в одну половину запрессовываются шпильки, в другую они должны входить с легким упрочнением.
После этого нарезается резьба под стягивающие болты, и обе заготовки свинчиваются. В то время, когда они скреплены, возможно приступать к расточке гнезда под подшипники, делаемой на токарном станке. Для этого одна из боковых поверхностей принимается за базисную и выставляется по индикатору.
")
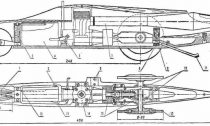
Модель в сборе:
1 — качалка ведомого моста, 2 — амортизатор ведомого моста, 3 — заправочное отверстие с резьбовой- пробкой, 4 — топливный бак, 5 — остановочное приспособление, 6 — отверстия и паз крепления кордовой планки, 7 — резонансная труба, 8 — ограничитель хода подвески (пористая резина), 9 — амортизатор ведущего моста, 10 — шестерни редуктора, 11 — твердосплавная напайка, 12 — ведущее колесо, 13 — разрезные конусные втулки, 14 — двигатель (собственной конструкции), 15 — питающая трубка, 16 — дренажная трубка, 17 — переднее колесо с вваренным диском.
Отклонение индикатора должно быть не более 0,01 мм. Плоскость разъема обязана совпадать с осью расточки, что также проверяется по индикатору. Расточку корпуса лучше затевать с торца редуктора, другими словами со стороны оси маленькой шестеренки.
После этого подробность разворачивают в патроне станка на 90° и выставляют по базисной поверхности по индикатору подобно прошлой операции, по окончании чего растачивают предварительное сквозное отверстие O 10 мм и гнездо под один подшипник. Гнездо под второй подшипник растачивают на оправке. Затем направляться просверлить отверстие под полуоси крепления редуктора к поддону и произвести выборку окна для шестерен, и уменьшить корпус редуктора.
Оси редуктора сделаны из стали 12ХН3А, термообработаны с последующей шлифовкой. Передача крутящего момента двигателя на редуктор производится через шариковый кардан. На одном финише малой оси сделан шар с отверстием, в которое запрессовывают шпильку O 3 мм.
В качестве последней возможно применять ролик от игольчатого подшипника длины и соответствующего диаметра. Распорные втулки на малую и громадную оси делают из стали. При изготовлении направляться обратить внимание на правильную подгонку их длины. В другом случае появляются громадные нагрузки на подшипники, что ведет к лишним механическим утратам.
Шестеренки, примененные в редукторе, имеют соответственно 14 и 27 зубьев. Передаточное отношение 1:1,93. Модуль шестерен — 1.0.
Изготовить такие шестерни возможно лишь в условиях производства. На осях шестерни крепятся при помощи разрезных конусных втулок, выточенных из бронзы Л-62. Такая посадка снабжает правильную и надежную установку шестерен.
Громадное внимание нужно выделить сборке редуктора. Оси предварительно притирают либо подгоняют небольшой шкуркой к подшипникам, так, дабы они садились на ось с легким упрочнением.
Гнезда подшипников также совсем притираются. Посадка в гнезда подбирается умелым методом. Используемые подшипники 5X13 и 6X15 весьма чувствительны к нагрузкам: излишний натяг может привести к их разрушению. Установленные в корпус редуктора оси должны легко вращаться.
Лишь затем возможно приступать к установке шестерен. Шестерни должны легко, без толчков и стука обкатываться с мельчайшим зазором. Громадный зазор между шестернями увеличивает их износ.
В. ПОПОВ, мастер спорта интернационального класса
Случайные записи:
Бокс. Чемпионат Европы-2017. Харьков. 91+ кг. 1/8. Виктор Выхрист, Украина — Дин Гардинер, Ирландия
Похожие статьи, которые вам понравятся:
-
20010,0,3500, (Окончание. Начало в № 5 и 11 ’02) Ракета-носитель «Союз У-2» с КК «Союз ТМ-12». В статье «Союз» — космический долгожитель»…
-
Спортивные результаты в классе гоночных кордовых моделей значительно растут из года в год. Возможно выделить три главных направления, в которых трудятся…
-
Радиоуправляемая модель вертолета
В последнее, время в авиационном моделизме широкое распространение взяли летающие модели, управляемые по радио, а также вертолеты. В первый раз такую…
-
Силовые установки моделей кораблей
БАЗЫ ПРОЕКТИРОВАНИЯ. Как мы знаем, любая самоходная модель, будь то модель самолета, корабля либо автомобиля, имеется машина, и, значит, существующие для…
-