Гаджеты
-
 1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии.
1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии. 1–3 декабря 2009 г. в г...
-
 10 Безумных гаджетов для отправки сообщений
10 Безумных гаджетов для отправки сообщений Стилус-насадка для носа — гаджет для тех, кто постоянно мечтал иметь лишний палец на лице...
-
 10 Безумных периферийных устройств для компьютера
10 Безумных периферийных устройств для компьютера Titan Sphere — продукт скоро разорившейся компании SGRL, неудавшаяся попытка сообщить новое слово в сфере джойстиков...
-
 10 Безумных японских изобретений
10 Безумных японских изобретений Раструбы для глазных капель разрешают совершенно верно прицелиться в глаз, в то время, когда необходимо его чем-то зака...
-
 10 Бесполезных органов человека
10 Бесполезных органов человека Существуют ли в действительности ненужные органы? Вряд ли кому-то захочется расстаться со своим аппендиксом , пока он е...
-
 10 Важнейших стадий развития персональных компьютеров
10 Важнейших стадий развития персональных компьютеров «Мать всех демонов», 1968 год...
-
 10 Вариантов будущего через тысячу лет
10 Вариантов будущего через тысячу лет Будущее с инопланетянами — почему бы и нет? Кое-какие уверены, что инопланетяне уже среди нас...
Немного интересного:
-
 В арктике занимались селекцией собак тысячелетия назад
В арктике занимались селекцией собак тысячелетия назад Древние обитатели современных Новосибирских островов в Северном Ледовитом океане вывели породу, похожую на сибирскую лай...
-
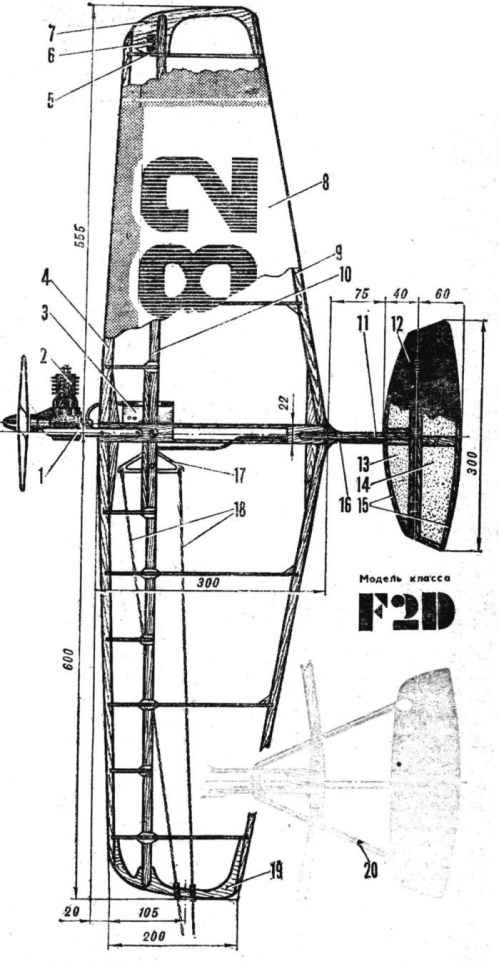 Лента за крылом
Лента за крылом Стоит начинающему авиамоделисту хотя бы раз заметить соревнования по воздушному бою, как он тут же заявляет: «Желаю стр...
-
 Нанотрубки из диоксида титана применили для изготовления волноводов
Нанотрубки из диоксида титана применили для изготовления волноводов Нанотрубки из диоксида титана на сегодня уже достаточно активно используются в устройствах для очистки воздуха, в биомед...
-
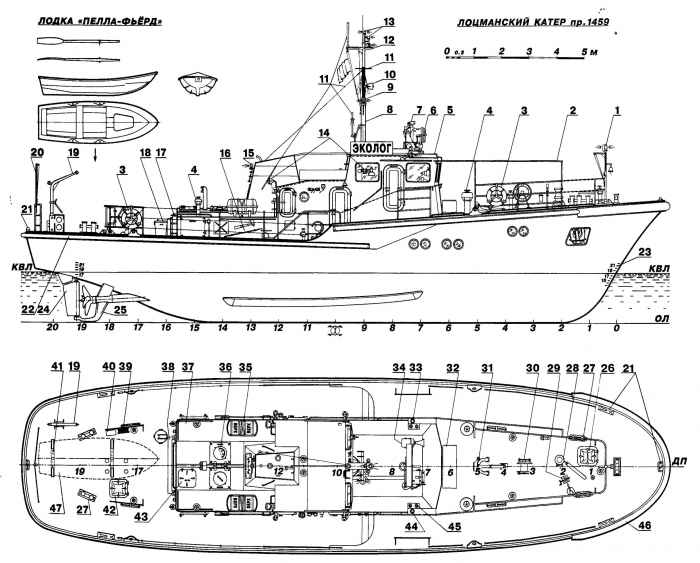 Всегда и в любую погоду
Всегда и в любую погоду 20010,0,3500,
Многие, наверное, замечали, что для проводки транспортных судов в устьях рек, на внутренних водных путях...
-
 Силовые установки моделей кораблей
Силовые установки моделей кораблей БАЗЫ ПРОЕКТИРОВАНИЯ. Как мы знаем, любая самоходная модель, будь то модель самолета, корабля либо авт...
-
Трассовые — на поток
05.12.2013
 В мире моделей
В мире моделей -
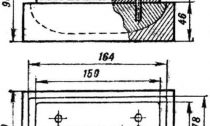
Для ускорения постройки трассовой автомодели в кружке Талды-Курганской областной станции юных техников был создан набор приспособлений:
— матрица и пуансон для штамповки корпусов;
— пресс-форма для плавки дисков и токосъемников;
— матрицы для варки задних шин и передних;
— вулканизатор.
Матрица и пуансон для штамповки корпусов из эпоксидной шпаклевки покрываются разделительным слоем.
Из прокаленной стеклоткани (толщиной 0,1—0,2 мм) вырезаем три-четыре квадрата, обтягивающих пуансон с маленьким запасом. После этого эти квадраты промазываем эпоксидной смолой и накладываем поочередно на пуансон, разглаживая складки. В местах, где складки убрать не удается, ткань разрезаем и прижимаем один слой к второму. Пуансон со слоями стеклоткани помещаем в матрицу и сжимаем под прессом либо в тисках.
По окончании полного отвердения эпоксидной смолы (10—14 часов) формы прогреваем до 70—80°, а пуансон вместе с отформованным корпусом извлекаем из матрицы. Посредством ножа удаляем лишнюю стеклоткань и снимаем корпус с пуансона. Для получения жесткости корпус прогревается в сушильном шкафу при 110—120°.
За два занятия в кружке возможно изготовить корпус для одной модели.
При работе с эпоксидной смолой необходимо выполнять, технику безопасности: трудиться в резиновых перчатках, необходима вентиляция.
Пресс-форма для плавки дисков вытачивается на токарном станке из стали, а сами диски — из пластмассы (обломки футляров от приемников, поломанные игрушки и т. д,). Пресс-форма прогревается до температуры плавления пластмассы, кусочки которой закладываем через верхнее отверстие.
По окончании полного размягчения пластмассы в верхнее отверстие вставляется пуансон, и форма сжимается до. упора в тисках. В то время, когда пресс-форма остынет, разбираем ее. Диск для колеса готов.
")
Матрица и пуансон для штамповки корпусов.
Пресс-форма для плавки токосъемников.
Пресс-ферма для плавки дисков.
Разборные формы для варки шин.
Токосъемники сделаны кроме этого из пластмассы, а форма — из дюралюминия на фрезерном станке. В прогретую форму закладываем кусочки пластмассы и по окончании размягчения форму сжимаем а тисках до остывания.
Для варки шин на токарном станке выточены разборные формы. Последовательность операций! в обе половинки формы помещаем сырую резину с маленьким запасом. После этого форму сжимаем в тиская и ставим в вулканизирующий аппарат под пресс. По окончании прогревания до 110° поджимаем диски до отказа и варим 25—30 мин при 150°.
А.
ЗЕРНОВ, начальник кружка трассового автомоделизма Талды-Курганской облСЮТ
Случайные записи:
Первый выход на поток. 800м Юниор
Похожие статьи, которые вам понравятся:
-
Ученые обнаружили, что грозы излучают потоки антивеществ в космос
К громадному удивлению метеорологов и физиков, орбитальная гамма-обсерватория НАСА — Fermi поняла, что грозы излучают замечательные вспышки антивеществ в…
-
Физики получили поток антиматерии
Исследователи Ливерморской национальной лаборатории имени Лоуренса (Lawrence Livermore National Laboratory) поставили опыт с применением замечательных…
-
Промышленность в далеком прошлом уже освоила производство некоторых корпусных подробностей из термопластов. Это занимательный и перспективный метод…
-
Тот, кто хоть раз видел заезды скоростных радиоуправляемых судомоделей, точно на долгое время запомнит «верховный пилотаж» микрокатеров, исполняемый ими…
-