Гаджеты
-
 1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии.
1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии. 1–3 декабря 2009 г. в г...
-
 10 Безумных гаджетов для отправки сообщений
10 Безумных гаджетов для отправки сообщений Стилус-насадка для носа — гаджет для тех, кто постоянно мечтал иметь лишний палец на лице...
-
 10 Безумных периферийных устройств для компьютера
10 Безумных периферийных устройств для компьютера Titan Sphere — продукт скоро разорившейся компании SGRL, неудавшаяся попытка сообщить новое слово в сфере джойстиков...
-
 10 Безумных японских изобретений
10 Безумных японских изобретений Раструбы для глазных капель разрешают совершенно верно прицелиться в глаз, в то время, когда необходимо его чем-то зака...
-
 10 Бесполезных органов человека
10 Бесполезных органов человека Существуют ли в действительности ненужные органы? Вряд ли кому-то захочется расстаться со своим аппендиксом , пока он е...
-
 10 Важнейших стадий развития персональных компьютеров
10 Важнейших стадий развития персональных компьютеров «Мать всех демонов», 1968 год...
-
 10 Вариантов будущего через тысячу лет
10 Вариантов будущего через тысячу лет Будущее с инопланетянами — почему бы и нет? Кое-какие уверены, что инопланетяне уже среди нас...
Немного интересного:
-
 Гибридная лампа решает проблему кфл
Гибридная лампа решает проблему кфл Компания General Electric пару дней назад представила галогенную компактную флуоресцентную лампу (КФЛ), которая обещает ...
-
 Огромный газовый мост образовался между 2 галактиками
Огромный газовый мост образовался между 2 галактиками Две галактики, расположенные по соседству с отечественной галактикой Млечный Путь, миллиарды лет назад имели возможность...
-
 Как лазером расшевелить нейрон
Как лазером расшевелить нейрон Современная медицина все больше овладевает неинвазивными способами лечения и диагностики, в чем ей по мере сил оказывают...
-
 Бегущая по волнам
Бегущая по волнам Каравеллы, бриги и клиперы в далеком прошлом стали историей, но парус не провалился сквозь землю с светло синий океанск...
-
 Из клеток кожи ученые создали клетки мозга
Из клеток кожи ученые создали клетки мозга В первый раз за продолжительный период времени, исследователям в лабораторных условиях удалось создать наиболее значимые...
-
Псевдореактивные
19.10.2010
 В мире моделей
В мире моделей -
Возможно смело утверждать, что интерес авиамоделистов к реактивной технике не ослабевал ни при каких обстоятельствах. Но до последнего времени попытки создания летательных аппаратов с реактивными движителями носили только эпизодический, экспериментально-исследовательский темперамент. Само собой разумеется, сказывалось отсутствие настоящих турбореактивных моторов в модельном выполнении (о серийном выпуске единичных очень сложных образцов без шуток сказать не приходится).
Но настоящий взрыв интереса к имитированию современной «взрослой» авиации случился, в то время, когда два раза мировым чемпионом в классе радиоуправляемых копий стал спортсмен с двухмоторной моделью реактивного истребителя. Сама копня заслуживает особенного беседы, но на данный момент — по большому счету о возможности постройки аналогичной техники в отечественных настоящих условиях.
Среди многих спортсменов существует убеждение, что создать хороший импеллер без наличия супердвигателя и хотя бы эталонного фирменного примера самого движителя нереально.
Наряду с этим нужно подчернуть, что фирменные импеллеры, снаружи простые по конструкции (подробности отштампованы из пластика), сначала прошли продолжительный путь отработки в лабораториях, пока не достигли удовлетворительных черт. Существует расчетный аппарат, призванный уменьшить проектирование импеллеров, но он через чур сложен для восприятия рядовым моделистом-спортсменом, громоздок и, основное, неточен по достоверности приобретаемых результатов.
Исходя из этого как правило у нас при создании вентиляторных движителей пользуются способом повтора прекрасно зарекомендовавших себя образцов.
А как быть, в случае если аналогов требуемой установки попросту не существует? Тут нужно готовьсяк громадному количеству отладочных работ либо… положиться на везение.
Дабы избежать аналогичных антиконструкторских приемов, мы предлагаем вниманию спортсменов занимательный материал, посвященный очень успешной импеллерной установке, вычисленной под распространенные отечественные микродвигатели. Сохраняем надежду, что описание данной конструкции, не имеющей аналогов (фирменные импеллеры, в большинстве случаев, вычислены на ДВС рабочим количеством 6,5 см3 и выше, причем, как уже говорилось, двигатели эти далеко не рядовые!), окажет помощь в создании увлекательных копий реактивных самолетов.
В модальной импеллерной установке тяга, потребная для полета миниатюрного летательного аппарата, образуется при вращении вентилятора посредством поршневого двигателя внутреннего сгорания.
Трудится данный движитель так. Воздушное пространство, поступив в количество установки через лобовой воздухозаборник, проходит через внешний (либо входной) направляющий аппарат (ВНА), образованный комплектом радиальных попетой. Наряду с этим поток закручивается против направления вращения рабочего колеса вентилятора (РК).
Это разрешает расширить скорость набегания потока на лопасти РК и обеспечить более удачное его направление. По окончании РК воздушное пространство снова закручивается внутренним направляющим аппаратом (НА1) для подготовки ввода во вторую ступень РК, кроме этого против направления вращения.
Третий, выходной направляющий аппарат (НА2) раскручивает ноток до осевого исправления.
Проходя на протяжении двигателя и в один момент охлаждая его, воздушное пространство попадает наконец в сопло, где получает требуемую для силы тяги громадную скорость (тяга данного импеллера на месте равна примерно 1 кгс *). технология и Конструкция изготовления. Корпус, сопло, обечайка выклеены на пенопластовой болванке из стеклоткани на эпоксидной смоле. Фактически на всех поверхностях стены корпуса имеют толщину 1 мм.
Направляющие аппараты составлены из разного числа подробностей: ВНА имеет 12 лопастей, установленных под углом 10°, НА1 — 8 лопастей с углом установки 0° и НА2 — 8 лопастей под углом 10°, обратным ВНА. Все направляющие аппараты делаются по одной конструктивной схеме.
* Комментарий эксперта. Оценить необходимость второй ступени и по большому счету уровень качества импеллера окажет помощь график осредненных черт фирменных одноступенчатых установок.
В.
ТИХОМИРОВ, мастер спорта
Лопатки НА — из алюминиевого сплава АМЦАП толщиной 0,5 мм. Профилируются они в особом приспособлении, продемонстрированном на рисунке. Диски выточены из текстолита толщиной 8 мм. На все НА наклеены кольца из стеклоткани на эпоксидной смоле. За эти кольца НА винтами М2 крепятся в центре корпуса.
")
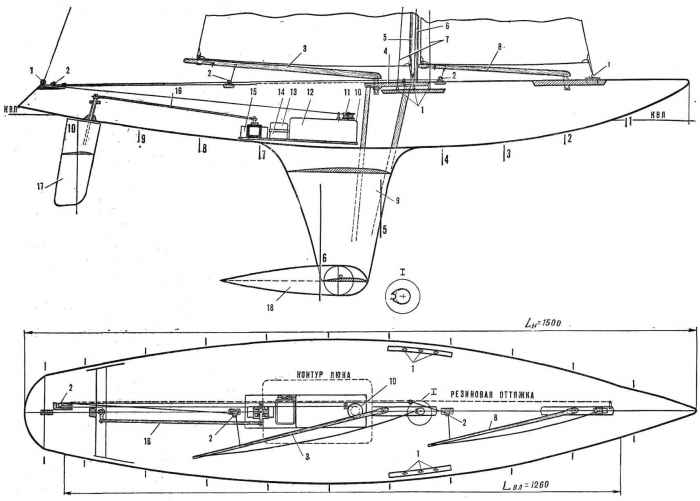
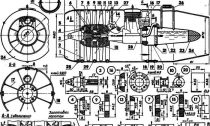
Рис. 1. Двухступенчатая импеллерная установка:
1 — обечайка, 2 — лопатка ВНА (АМЦАП), 3 — кок (Д16Т), 4 — диск ВНА (текстолит), 5 — уплотнительное кольцо (текстолит), 6 — стопоры (ОВС), 7 — диск направляться1 (текстолит), 8 — лопасть РК1 (стеклотекстолит), 9 — диск НА» (текстолит), 10 — втулка (Д16Т), 11 —лопасть РК2 (стеклотекстолит), 12 — лопасть НА2 (АМЦАП), 13 — диск НА2 (текстолит), 14 — лопасть НА1 (АМЦАП), 15 — диск РК2 (текстолит), 16 — диск моторамы (текстолит), 17 — стойка моторамы (стеклотекстолит),18 — пластина (Д16Т), 19 — винт М3, 20 — держатель бака (стеклоткань на эпоксидной смоле), 21 —стопорное кольцо (ОВС O1,0 мм), 22 — топливный бак (луженая жесть), 23 — обтекатель бака (пенопласт), 24 — сопло (стеклоткань на эпоксидной смоле), 25 — винт М2,26 — трубка заправки бака (резина), 27 — трубка впрыска горючего для запуска двигателя, 28 — двигатель, 29 — кольцо НА.Пунктир на подробностях 4, 7, 9, 13, 15 и 16 показывает глубину пазов под лопатки. Подробности 7 и 15 даны в сборе со стопорами 6.
Рис.
2. Одноступенчатая импеллерная установка:
1 — кок, 2 — ВНА, 3 — РК, 4 — НА, 5 — двигатель.Рис. 3. Приспособление для прорезки пазов:
1 — корпус (сталь), 2 — винт М5, 3 — шайба, 4 — диск, 5 — риски разметки, 6 — контрольная риска.Лопатки рабочего колеса изготовлены из стеклотекстолита (толщина заготовок 1,3—1,5 мм).
Закрутку создают кроме этого в приспособлении (см. рис.) следующим обрезом. Заготовка нагревается на электроплитке до светло-коричневого цвета, послечего она помещается в приспособление и зажимается плоскогубцами. Выдержав как секунд, заготовку вынимают. Нужно подчернуть, что стеклотекстолит не нужно перегревать до появления чёрных оттенков — это может привести к расслаиванию материала.
На готовых лопастях разность углов по их финишам должна быть однообразна на всех подробностях и равняться 20°. Необходимо заблаговременно учесть, что заготовки лопаток НА, РК и стоек моторамы выразаются с запасом по длине в 1,5—2 мм.
Изготовление дисков проводится в следующей последовательности. В центре заготовки из листового текстолита (кстати, при отсутствии требуемого материала толщиной 8 мм заготовки возможно склеить из комплекта более узких.
Но из «кругляка» диски точить запрещено, поскольку они получаются не хватает прочными), вырезанной с запасом по контуру, сверлится отверстие O 5 мм. В патроне токарного станка зажимают железный стержень O 30 мм, выступающий на 15 мм из губок. Его протачивают до O 5 мм на длине 6 мм, по окончании чего на проточку надевают заготовку диска и прижимают ее вращающимся центром с шайбой O 30 мм. Позже приступают к обработке резцами. Центральные отверстия в дисках эргономичнее делать по окончании прорезки пазов.
Разметка дисков. На листе бумаги чертится окружность пара большего размера, чем диск. Она разбивается на необходимое число частей. Из центра по точкам деления выполняют лучи.
Диск накладывают на чертеж, совмещают центры и по лучам выполняют риски от края к центру диска(направляться стремиться к большой точности).
Размеченный диск ставят на приспособление, продемонстрированное на рисунке, и ножовкой по металлу пропиливают пазы под лопатки. В НА операция проводится одинарным полотном на глубину 5 мм, а на дисках РК и моторамы — сдвоенным на глубину 7 мм. По окончании пропиливания пазов окончательная обработка ведется на токарном станке.
Выполняются начисто наружные и центральное отверстие скосы по окружности. После этого идет сборка: профилированные лопасти, нижние финиши которых зачищены наждачной бумагой, смазывают эпоксидной смолой и ставят в диск. Так собирают НА.
РК сперва собирают без склейки дляконтроля размещения лопаток, и лишь позже выполняют склейку эпоксидной смолой.
По окончании ее отверждения доформовывают лопатки — они должны иметь плоско-выпуклый профиль с большой толщиной на 1/3 собственной хорды. После этого на оправке длиной 6 мм и O 10 мм калибруется внешний диаметр РК. В дисках монтируют стопоры и, наконец, приступают к балансировке РК.
Подгонка же НА по диаметру колец производится методом подрезки финишей лопаток ножницами по разметке от центрального отверстия.
Дополнительные приспособления. Продемонстрированное на рисунке 4 приспособление для закрутки лопаток РК выполняется либо из жёсткого дюралюминия толщиной 1—1,5 мм, либо из стали.
В пластинах сверлятся по два отверстия O 3 мм, через каковые проходят винты М3 с гайками. Но возможно в металлических пластинах нарезать резьбу М3, тогда гайки не пригодятся. Собранные пластины зажимают в тисках за финиши ниже винтов и закручивают пакет по часовой стрелке на угол 20°.
Рис. 4. Приспособление дли закрутки лопастей РК:
1 — пластины (сталь), 2 — винт М3, 3 — гайка.Приспособление для профилировки лопаток НА изготавливается из железной трубкиO25—30 мм, которую разрезают на протяжении, как продемонстрировано на рисунке.
Рис. 5. Приспособление для профилировки лопаток НА.
Самое непростое — работа над приспособлением для пропила пазов в дисках (см. рис.).
Его корпус делается из стали толщиной 1—1,5 мм. В каждом элементе корпуса приспособления — собственный тип калибровочных пазов. К примеру, в одном: пропил под углом 45° для сборки и монтажа РК и под углом 10° для ВНА. А в другом — для НА1, моторамы и НА2. При прорезке калибровочных пазов крайне важно обеспечить совпадение осей пазов, продольных и поперечных осей корпуса в одной точке.
Варианты импеллерной установки. Двухступенчатый импеллер с калильным микродвигателем рабочим количеством 2,5 см3 рекомендован для копий самолетов типа Ан-72, Ан-74, Ил-76, Як-28, Ил-20, где корпус модельной установки может делать функции имитации копийной мотогондолы. На рисунке 6 продемонстрирован вариант импеллера, что монтируется в фюзеляжа копии.
У него последовательность изюминок: удлинен диффузор карбюратора двигателя, установлен удлинитель глушителя для отвода выхлопных газов за количество импеллера, в корпусе сделаны дополнительные окна.
Рис. 6. Двухступенчатый импеллер с «толкающим» РК:
1 — глушитель, 2 — отбор давления в бак, 3 — обтекатель стоек окон, 4 — дополнительные окна, 5 — диффузор, 6 — крепление глушителя, 7 — сопло.
Приводим и более несложный вариант псевдореактивной установки. Ротор имеет одну ступень, что при равных проходных сечениях импеллера ведет к падению статической тяги до величины 600—700 гс.
Но подобная установка не только несложнее, но и легче, что во многих случаях может иметь первостепенное значение для копииста.
Нужно подчернуть, что по предлагаемой разработке несложно создать и более большие варианты движителей. Изготовленный импеллер под двигатель рабочим количеством 10 см3 развивает статическую тягу порядка 3 кгс.
Настройка режима работы всех вариантов содержится в подборе углов установки ВНА в маленьких пределах, причем его лопаткам полезно придать еще при изготовлении некую крутку (к наружным финишам, угол установки уменьшен на 3—4°).
В. ФЕОКТИСТОВ, г. Рязань
Случайные записи:
Печка псевдо реактивная.
Похожие статьи, которые вам понравятся:
-
Сейчас мы в первый раз знакомим вас с самыми тяжелыми и замечательными представителями судомодельного класса F1-V. Это скоростные радиоуправляемые суда с…
-
При проектировании техники для нового спортивного сезона перед отечественными кружковцами в очередной раз встал вопрос о поиске золотой середины между…
-
Тот, кто хоть раз видел заезды скоростных радиоуправляемых судомоделей, точно на долгое время запомнит «верховный пилотаж» микрокатеров, исполняемый ими…
-
В авиамодельных кружках Дома пионеров Коминтерновского района, на облСЮТ и в харьковской школе № 112 в течение нескольких лет ведутся работы над соосными…
-