Гаджеты
-
 1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии.
1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии. 1–3 декабря 2009 г. в г...
-
 10 Безумных гаджетов для отправки сообщений
10 Безумных гаджетов для отправки сообщений Стилус-насадка для носа — гаджет для тех, кто постоянно мечтал иметь лишний палец на лице...
-
 10 Безумных периферийных устройств для компьютера
10 Безумных периферийных устройств для компьютера Titan Sphere — продукт скоро разорившейся компании SGRL, неудавшаяся попытка сообщить новое слово в сфере джойстиков...
-
 10 Безумных японских изобретений
10 Безумных японских изобретений Раструбы для глазных капель разрешают совершенно верно прицелиться в глаз, в то время, когда необходимо его чем-то зака...
-
 10 Бесполезных органов человека
10 Бесполезных органов человека Существуют ли в действительности ненужные органы? Вряд ли кому-то захочется расстаться со своим аппендиксом , пока он е...
-
 10 Важнейших стадий развития персональных компьютеров
10 Важнейших стадий развития персональных компьютеров «Мать всех демонов», 1968 год...
-
 10 Вариантов будущего через тысячу лет
10 Вариантов будущего через тысячу лет Будущее с инопланетянами — почему бы и нет? Кое-какие уверены, что инопланетяне уже среди нас...
Немного интересного:
-
 Загадочные радиосигналы в космосе
Загадочные радиосигналы в космосе Ученые зафиксировали серию из пяти необыкновенных замечательных вспышек радиоизлучения в направлении центра Галактики...
-
 Концепт-кар volkswagen xl1 появится на улицах германии
Концепт-кар volkswagen xl1 появится на улицах германии 26 января на интернациональном автосалоне Qatar Motor Show 2011 германская компания представила собственный третий гибри...
-
 Эксперты вырастили зуб из стволовых клеток
Эксперты вырастили зуб из стволовых клеток Японские ученые объявили, что им удалось создать целый набор зубов с костями и волокнами посредством стволовых клеток мы...
-
 Какой цвет самый видимый в мире?
Какой цвет самый видимый в мире? Ежегодно тысячи пешеходов попадают под колеса машин, в особенности в вечернее либо ночное время...
-
 Гигантские кролики испанского острова
Гигантские кролики испанского острова Милые, мелкие пушистые создания с долгими ушами – вот какими мы знаем современных кроликов...
-
Гребные винты из пенопласта
22.09.2014
 В мире моделей
В мире моделей -
Предлагаем проверенный на практике отечественного судомодельного кружка метод: делать гребные винты посредством электрического тока из пенопласта. Несложное приспособление разрешает скоро изготовить серию совсем однообразных винтов, каковые по внешнему виду ничем не отличаются от медных, но не тонут в воде.
Материалом для винтов помогает жёсткий пенопласт марки ПС-1-200.
Заготовки толщиной 12—20 мм смогут быть любой формы: круглые, квадратные и т. п. В центре каждой сверлится отверстие O 3 мм для гребного вала, оно же является направляющим при изготовлении винта.
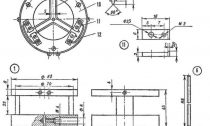
Образование лопастей происходит на приспособлении, которое мы назвали «винторезом» (рис. 1). Оно складывается из корпуса, на нем тремя винтами М3 крепится изолятор. На последний посредством винтов и прижимов М3 устанавливают режущий элемент из нихромовой проволоки O 0,8 мм.
Для трехлопастного винта берутся три отрезка проволоки. Расстояние между ними для винтов с шаговым отношением 1,5 приблизительно 5 мм. Для винтов с громадным шаговым отношением это расстояние значительно уменьшается и, напротив, для винтов с меньшим шаговым отношением — возрастает. направляться обратить особенное внимание на то, дабы ось, которая зажимается в корпусе винтом М4 X 35, пребывала по центру режущих элементов. Все три элемента соединены между собой последовательно при помощи двух перемычек.
Напряжение, подводимое к ним, около 5В.
На корпусе винтами крепятся два копира. Угол наклонной линии каждого зависит от требуемой чёрта винтов и изменяется в зависимости от высоты h. Для изготовления лопастей нужно ка ось надеть вороток и пенопластовую заготовку, наколоть заготовку на вороток и опустить на копиры так, дабы ручки воротка легли на высокие части корпуса.
Включив питание, подождите 2—3 с, пока нагреется нихром, и начинайте медлено вращать вороток, прижимая его ручки к копирам. По окончании резки направляться отключить питание, разрешить заготовке остыть, после этого, ослабив крепеж, вынуть ось и извлечь винт.
")
Рис. 1. Винторез:
1 — основание, сталь-3 — 1 шт., 2 — винт М3Х10 — 21 шт., 3 — копир, жесть 0,3—0,5 — 2 шт., 4 — заготовка винта, 5 — вороток, сталь-З — 1 шт., 6 — ось, сталь-45 — 1 шт., 7 — винт М4Х35 — 1 шт., 8 — шайба-3 — 6 шт., 9 — режущий элемент — 3 шт., 10 — изолятор — 1 шт., 11 — прижим — 6 шт., 12 — перемычка — 2 шт.
Рис. 2. Приспособление для обработки заготовок гребных винтов:
1 — основание, гетинакс, текстолит — 1 шт, 2 — стойка, гетинакс, текстолит — 1 шт., 3 — планка, латунь — 1 шт., 4 — винт МЗХ15 — 6 шт., 5 — винт МЗХ20 — 2 шт., 6 — планка, латунь — 4 шт., 7 — режущий элемент, нихром O0,8 — 1 шт., 8 — ось, сталь-45 — 1 шт., 9 — заготовка винта, пенопласт — 1 шт., 10 — втулка, латунь — 1 шт., 11 — винт М4Х60 — 1 шт., 12 — гайка М3 — 10 шт., 13 — шайба — 12 шт., 14 — планка — 1 шт., 15 — винт МЗХ10 — 2 шт.
Обработка по контуру выполняется на приспособлении, которое продемонстрировано на рисунке 2. Оно складывается из основания, по пазу которого перемещается стойка с режущим элементом.
Последний крепится к стойке планками. От выпадания стойку снизу и позади удерживают две планки. Перемещение вперед ограничивается регулировочным винтом, служащим для настройки на необходимый диаметр гребного винта. Перед тем как приступить к работе стойку с режущим элементом отводят в заднее положение.
На запрессованную в основании ось надевается заготовка винта с готовыми лопастями. По высоте довольно режущего элемента заготовка фиксируется втулкой. По окончании включения источника питания стойка подвигается вперед до упора с винтом.
Сейчас медлено вращаем заготовку около оси. Наряду с этим нагретый режущий элемент обрезает заготовку по контуру.
Покрытие винтов медью складывается из двух операций: нанесение токопроводящего слоя и гальваническая обработка.
На подготовленный к покрытию винт наносится узкий слой эпоксидного клея. В то время, когда он начнет «схватываться», его нужно шепетильно посыпать медной пудрой (а значительно лучше загрузить винт в баночку с пудрой). Гальванической ванной может служить широкогорлая стеклянная банка с двумя бронзовыми пластинами-анодами (рис. 4).
Рис. 3. Обтекатель гребного винта:
1 — лопасть винта, 2 — обтекатель, 3 — гребной вал.
Рис.
4. Гальваническая ванна:
1 — винт, 2 — аноды, 3 — электролит, 4 — ванна.
Состав электролита на 1 л раствора: бронзовый купорос 170—200 г, серная (аккумуляторная) кислота 60—70 г. Сперва в воде растворяется бронзовый купорос, а после этого в сосуд с опаской вливается серная кислота.
Источником питания могут служить батареи от карманного фонаря либо выпрямитель.
Напряжение 5—12 В. Сила тока 0,3—0,5 А. Время покрытия 2—3 ч.
Гребные винты нужно крепить к валу эпоксидным клеем посредством обтекателей, каковые делают роль гаек (рис. 3).
А. КОЛОТОВКИН, г. Клинцы
Случайные записи:
Как изготавливают гребные винты / Винт для лодки
Похожие статьи, которые вам понравятся:
-
«Вот уже пятьдесят лет, как я тружусь начальником авиамодельного кружка на СЮТ. на данный момент сталкиваемся С громадными трудностями: нет авиамодельных…
-
Изготовление воздушного винта требует аккуратности и особой точности. Предлагаемое приспособление существенно облегчит ваш труд: обработка нагнетающей…
-
Приспособление помогает для изготовления гребных винтов судомоделей на токарных станках Тb-4 и ТВ-7. При помощи приспособления возможно изготовить…
-
Сейчас, в то время, когда правилами ФАИ вес резиномотора уменьшен, а количество туров на соревнованиях увеличено до семи, винтомоторной группе нужно…
-