Гаджеты
-
 1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии.
1-3 Декабря 2009 г состоится научно-практическая конференция, посвященная развитию отечественной наноиндустрии. 1–3 декабря 2009 г. в г...
-
 10 Безумных гаджетов для отправки сообщений
10 Безумных гаджетов для отправки сообщений Стилус-насадка для носа — гаджет для тех, кто постоянно мечтал иметь лишний палец на лице...
-
 10 Безумных периферийных устройств для компьютера
10 Безумных периферийных устройств для компьютера Titan Sphere — продукт скоро разорившейся компании SGRL, неудавшаяся попытка сообщить новое слово в сфере джойстиков...
-
 10 Безумных японских изобретений
10 Безумных японских изобретений Раструбы для глазных капель разрешают совершенно верно прицелиться в глаз, в то время, когда необходимо его чем-то зака...
-
 10 Бесполезных органов человека
10 Бесполезных органов человека Существуют ли в действительности ненужные органы? Вряд ли кому-то захочется расстаться со своим аппендиксом , пока он е...
-
 10 Важнейших стадий развития персональных компьютеров
10 Важнейших стадий развития персональных компьютеров «Мать всех демонов», 1968 год...
-
 10 Вариантов будущего через тысячу лет
10 Вариантов будущего через тысячу лет Будущее с инопланетянами — почему бы и нет? Кое-какие уверены, что инопланетяне уже среди нас...
Немного интересного:
-
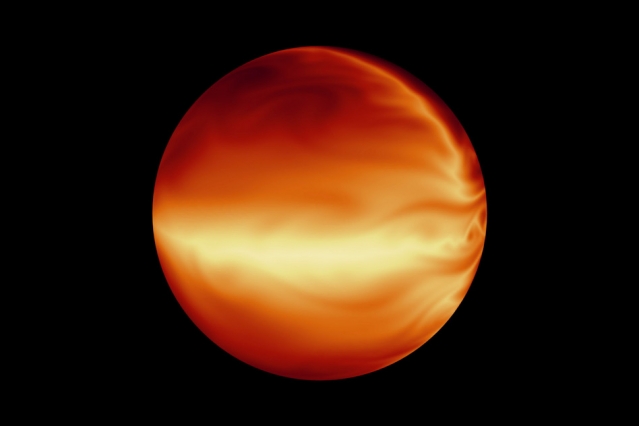 Эксцентричная экзопланета задает вопросы
Эксцентричная экзопланета задает вопросы Наблюдение за необыкновенной экзопланетой вынудило астрологов сомневаться в общепринятой модели эволюции «тёплых юпитеро...
-
 Стресс и жирная диета во время беременности вредят мозгу ребёнка
Стресс и жирная диета во время беременности вредят мозгу ребёнка Действуя через иммунную совокупность, жирная пища и стресс смогут навредить не только беременной даме, но и покинуть соб...
-
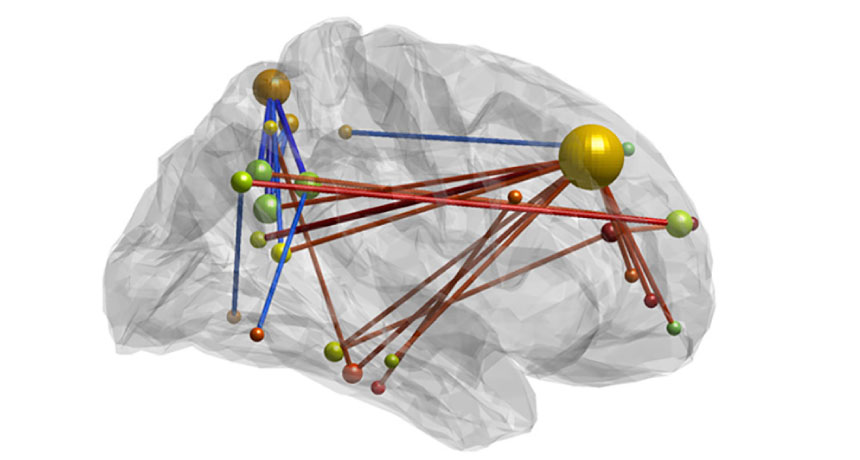 Тренировка памяти меняет мозг
Тренировка памяти меняет мозг Мнемоническая техника перенастраивает связи между мозговыми нервными центрами...
-
 Фуллерены нарушают правила
Фуллерены нарушают правила Исследователи из Китая взяли новый экзотический класс фуллеренов, в которых между собой последовательно конденсировано т...
-
 Автотрек в спортзале
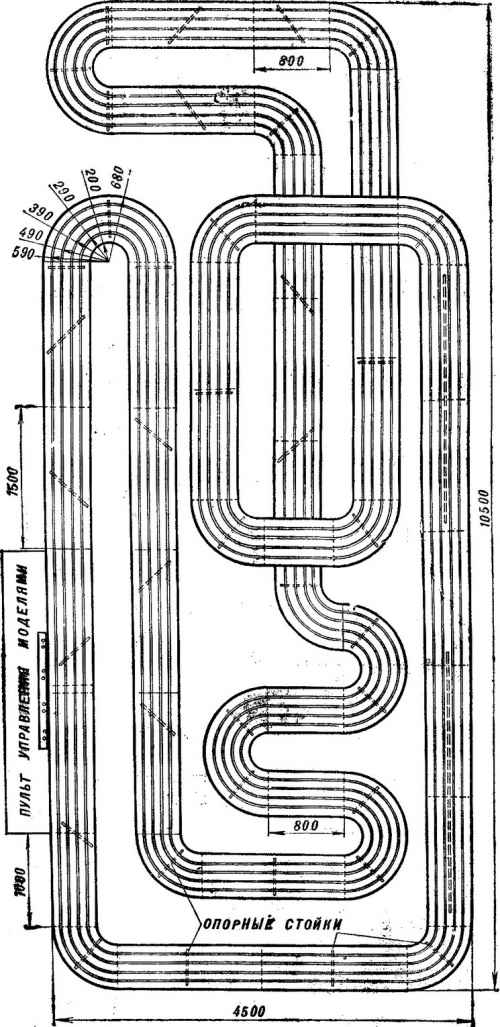
Автотрек в спортзале Для изготовления автострады требуется фанера толщиной 10 мм, причем крайне важно, дабы она была сухая, ровная, равномер...
-
По законам мастеров
23.09.2010
 В мире моделей
В мире моделей -
В «М-К» № 5 за 1988 год был помещен рассказ об увлекательном опыте удовлетворения спроса юных спортсменов на моделистскую продукцию. Таганрогский завод «Прибой» начал выпуск одноименных комплектов полуфабрикатов для постройки кордовых гоночных автомоделей. А разработка микромашины была осуществлена силами горСЮТ.
Прошло два года. Если судить по почте отечественных читателей, новая продукция стала дефицитной.Комплекты распространяются через совокупность обеспечения ДОСААФ, и из-за неоперативности местных комитетов многие кружки попросту незнакомы с моделями «Прибой».
Чтобы хоть мало оказать помощь решению проблемы, мы публикуем описание созданной в Таганроге автомодели. Спортсмены-школьники смогут воспроизвести подобную технику сомостоятельно.
Модель «Прибой» возможно выстроена в двух вариантах: для выступлений в классе E1 (кубатура двигателя до 1,5 см3) и в классе Е2 (до 2,5 см3).
Испытанные в «боевых» условиях на соревнованиях спортсменов-школьников в 1987—1989 годах модели «Прибой» показывали очень хорошие результаты. Так, в классе E1 с двигателем МК-17 машина бежит со скоростью 115 км/ч, а с ЦСТКАМ-1,5 — 150 км/ч. В более тяжелом классе и результаты выше: 160 км/ч с моторчиком КМД-2,5 и до 190 км/ч с ЦСТКАМ-2,5 КРАС.
Все главные узлы модели монтируются на корпусе, отлитом из алюминиевого сплава. При необходимости эта подробность возможно отфрезерована из куска дюралюминия габаритных размеров 20X40X400 мм. Заготовка из комплекта требует намного меньшей обработки.
Это подфрезеровка полостей облегчения, исполнение пояса по периметру корпуса для стыковки с обтекателем, удаление технологического припуска, оформление гнезд для крепления узлов и шлифовка, полировка готовой подробности посредством напильников, наждачной бумаги и надфилей разной зернистости.
")
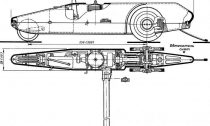
Рис.1 Кордовая гоночная модель класса Е-1 и Е-2. В скобках указаны размеры, соответствующие варианту модели класса Е-2.
Обтекатель выполняется только по окончании полной комплектации гоночной автомобили.
В первую очередь из бруска мягкой древесины (липы либо ольхи), пластилина либо гипса делают болванку, по форме и размерам соответствующую корпусу модели с учетом толщины стенок обтекателя. Поверхность болванки по окончании тщательной шлифовки покрывают парафином, мылом и др. составами, создающими разделительный слой. Сверху накладывают слои ткани, пропитанной клеевым составом-связующим (бакелитовый клей, паркетный лак, полиэфирные смолы).
По окончании полного просыхания обтекатель снимают с болванки и шепетильно обрабатывают. Готовый обтекатель должен быть прекрасно подогнан к поясу корпуса и отшлифован. После этого в нем сверлятся отверстия под дренажную и заправочную трубки топливного бака, для подхода к винту регулировки положения контрпоршня и игле карбюратора; пропиливаются пазы для окна и остановочного приспособления для обдува двигателя.
Но оптимальнееисполнение всех этих отверстий отложить до той поры, в то время, когда разметить их удастся по уже смонтированным на модели узлам. В будущем поверхность обтекателя готовится для окраски, нанесения бортовых номеров, надписей и знаков в соответствии с правилами соревнований.
Повышенного внимания требует работа над элементами ходовой части, и особенно над сборкой и изготовлением редуктора. Главная цель — добиться минимального уровня механических утрат в передаче.
По окончании окончательной сборки узла производится обкатка конических заднего моста и шестерён посредством электродвигателя, электродрели либо токарного станка. Обкатанный редуктор при проворачивании рукой обязан вращаться легко, без мельчайших показателей заеданий либо увеличенного трения.
Рис.
2. Редуктор:
1 — штифт, 2 — втулка, 3 — корпус, 4 — обойма, 5 — распорная втулка, 6 — стопорный винт, 7 — вал-шестерня, 8 — подшипник, 9 — дистанционная втулка, 10 — стопорный винт, 11 — крестовина.Рис. 3. Задний мост:
1 — ведущее колесо, 2 — втулка, 3 — ось, 4 — гайка, 5 — коническая шестерня, 6 — штифт, 7,8 — шпонки.Рис. 4. Маховик.
Рис. 5. Сочленение двигателя с маховиком и с редуктором.
Маховик вытачивается из стали с подгонкой посадочного места по ответной подробности (разрезному конусу) предварительно выбранного двигателя.
По окончании обработки маховик закаливается для увеличения износостойкости шарнирного сочленения с ведущим узлом заднего моста.
Изготовление колес из заготовок комплекта каких-либо сложностей не воображает. Окончательную обработку на токарном и сверлильном станках комфортно делать посредством заблаговременно подготовленных оправки и кондуктора. Подобные приспособления используются и при независимом изготовлении гоночной модели.
Рис. 6. Колеса (cлева — переднее).
Рис. 7. Растачивание гнезда под подшипник в ступице переднего колеса на токарном станке посредством оправки.
Передняя подвеска модели — с малой колеей и подрессоренной вилкой. Совокупность амортизации основана на пружинном либо резиновом элементе, опертом на дополнительное плечо вилки, несущей передние колеса.
Рис. 8. Схема передней подвески:
1 — вилка, 2 — ось качания, 3 — пружина, 4 — ось колес, 5 — винт, 6 — колесо.Рис.
9. Остановочное приспособление:
1 — стойка, 2 — рычаг, 3 — шток, 4 — штифт, 5 — пружина, 6 — винт.Предлагаемые в комплекте заготовки для остановочного приспособления, пережимающего питающий шланг, разрешают создать простое и надежно трудящееся устройство. Готовое приспособление необходимо проверить как на четкость срабатывания, так и на ресурс шланга.
При необходимости создают регулировку, дабы шланг оставался неповрежденным кроме того по окончании многократных пережиманий. На самодельной машине это устройство, само собой разумеется, может иметь любую схему, выбранную как из условий надежности работы, так и из доступности и простоты изготовления.
Г.
ДРАГУНОВ
Случайные записи:
Чернокожий мастер водных горок нарушил законы физики и прославился в сети
Похожие статьи, которые вам понравятся:
-
Все в далеком прошлом привыкли к тому, что кордовые автомодели с воздушным винтом — самые простые среди гоночных: корпус-палка, четыре ножевидных колеса…
-
Спроектировать и изготовить гоночную автомодель, которая удовлетворила бы всем требованиям спорта сегодняшнего дня, — ох, как непросто! Для этого…
-
Появление на рынке игрушек множества не через чур дорогих радиоуправляемых моделей машин должно было бы стать последней точкой в истории трассового…
-
Ученые нашли новый метод управления светом лазера при помощи странностей некоторых законов физики
Несколько исследователей из Венского Технологического и Принстонского университета , найдя кое-какие странности в математических уравнениях,…
-